|
Технические характеристики:
Максимальная длина перфорируемых труб, мм – 3000;
Максимальное сечение перфорируемых труб, мм – 100х100*;
Максимальное пробивное усилие, тонн – 63;
Производительность перфорации, сек/отверстие – 0, 9**;
Точность перфорации (линейное отмеривание), мм – ±0, 3 (без набегания погрешности);
Быстрая замена инструментального оснащения для перфорирования труб (профилей) с иными сечениями – имеется;
Зажим заготовки – автоматический;
Тип передачи в механизме перемещения детали – ременная;
Система управления – ф. Mitsubishi (Япония);
Пневмосистема – ф. SMC (Япония).
* - перфорируется, в том числе, и горячекатаный металл толщиной до 15 мм, в наличии инструмент для перфорации профилей: 60х30 мм, 80х30 мм (кроме того, разработан комплект чертежей для изготовления инструмента для перфорации профиля 30х30 мм). Возможна перфорация профилей: 25х25 мм, 30х30 мм, 30х40 мм, 30х60 мм, 30х80 мм, 30х100 мм;
** - фактическая производительность составляет 400 стоек в смену;
На базе данной линии возможна перфорация как замкнутых, так и разомкнутых профилей.
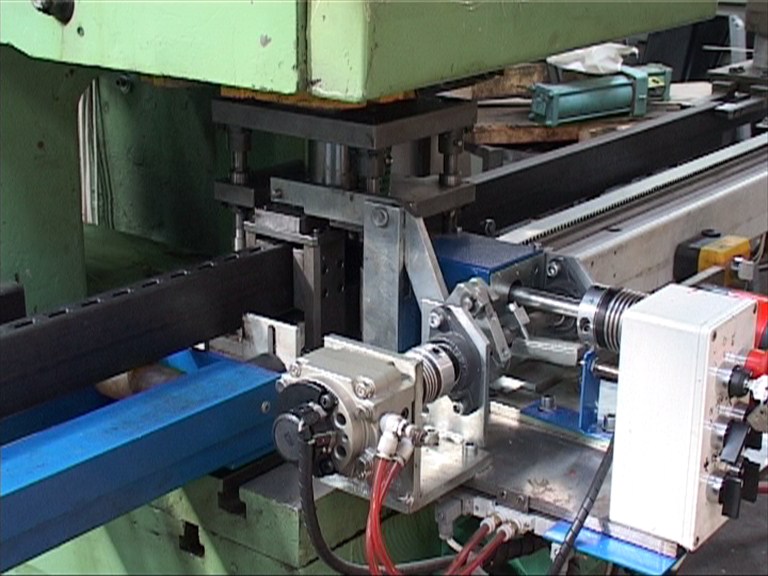
Автоматическая линия создана на базе однокривошипного пресса номинальным усилием 63 т, в то время как на рынке представлено оборудование, основанное на гидравлических прессах.
Применение кривошипного пресса позволяет получить следующие преимущества:
- высокая стойкость инструмента (благодаря использованию кривошипного пресса, имеется возможность увеличивать ход пресса без потери производительности, в результате – высечка гарантированно не застревает в матрице);
- высокая производительность (малое время цикла «подача-удар»);
- высокая надёжность, стабильность характеристик к при низких (-15 С), так и при высоких температурах (+35 С) (безотказность оборудования обеспечивается применением электроники ф. Mitsubishi¸пневматики ф. SMC, а также отсутствием проблем, связанных с гидравликой при перепадах температур);
- более высокое качество пробивки отверстий (благодаря высокому быстродействию кривошипного пресса, металл при пробивке практически не «тянется»);
- снижение затрат на обслуживание оборудования (для кривошипного пресса достаточно 1 раз в год выполнить регулировку муфты, об этой необходимости – информирует электроника; для гидравлического пресса возникает необходимость частой замены уплотнений, т.к. при таком режиме работы они быстро изнашиваются);
Отключена, законсервирована, находится на складе. Подключение и запуск на Ваших площадях гарантируем.
|